
Curieux de voir l'outil aussi.
E34 : Modif Et Resto
-
AbuShemsy

- Membre du club

- Messages : 11566
- Inscription : mer. avr. 27, 2016 7:40 pm
Re: E34 : Modif Et Resto
Merci pour l'info.
Curieux de voir l'outil aussi.")
Curieux de voir l'outil aussi.
-
desmodadou

- Messages : 228
- Inscription : sam. oct. 14, 2017 7:04 pm
Re: E34 : Modif Et Resto
Salut crazy.
Ca y est j'ai fait un sujet sur mon break.
A plus")
Ca y est j'ai fait un sujet sur mon break.
A plus
-
desmodadou
- Messages : 228
- Inscription : sam. oct. 14, 2017 7:04 pm
Re: E34 : Modif Et Resto
Bonsoir crazy, j'ai passé le nouvel an à Clermont ferrand, je crois t'avoir croisé sur l'autoroute en montant vendredi 29.
J'ai vu un beau break e34 vert.
Bonne année à tous.
J'ai vu un beau break e34 vert.
Bonne année à tous.
-
BaudinA

- Messages : 281
- Inscription : ven. août 13, 2010 6:42 pm
- Localisation : Montluçon (03)
Re: E34 : Modif Et Resto
Salut desmadadou, est tu de la région Auvergne? car j habite dans le Puy de Dome
-
desmodadou
- Messages : 228
- Inscription : sam. oct. 14, 2017 7:04 pm
Re: E34 : Modif Et Resto
Salut arthur, j''habite près d'Albi dans le tarn.
C'est mon ami Nathalie qui habite près de Clermont, aux Martres de Veyres.
A plus.
C'est mon ami Nathalie qui habite près de Clermont, aux Martres de Veyres.
A plus.
-
crazymac

- Messages : 10573
- Inscription : jeu. juil. 21, 2005 8:29 pm
- Localisation : St Emilion
Re: E34 : Modif Et Resto
Et non, je ne suis plus visible en Auvergne ou du moins pas en E34. Je suis depuis deux ans à Toulouse.
J'ai un peu avancé, en parallèle du moteur, sur les canalisations d'hydraulique de la voiture. On dira que je n'étais pas très enthousiaste à travailler la tête à l'envers pour une issue incertaine. Je récapitule un peu.
Je suis parti il y a deux ans à devoir changer les deux canalisations du correcteur d'assiette car en rénovant les bras de suspension arrières je n'ai jamais pu dévisser les canalisations ni côté arrière ni côté avant. Vu qu'elles sont d'un seul tenant entre devant (passage de roue AVD) et le plancher arrière, je n'ai pas eu d'autre choix que de les remplacer. J'ai opté pour des canalisations cuivre qui étaient rapidement disponibles car j'étais un peu dans l'urgence vu que la voiture devait être prête pour mon déménagement. Les vis des attaches sous le plancher ont cassé, toutes, et je suis descendu à Toulouse avec des canalisations attachées au fil de fer. C'est évidemment pas présentable au CT que j'aurais dû passé l'été dernier...

J'ai donc percé diamètre 3mm pour un 3mm d'origine et taraudé à 4mm.


Plus facile à dire qu'à faire vu que je n'ai pas de pont (et que je n'ai plus le courage de mes 20 ans)
De fil en aiguille ça finit par avancer (travail commencé en Novembre 2017 !)Tant qu'à y être je peins les canalisations de frein qui accusent leur âge. Les grosses canalisation à côté sont celle de carburant. Je n'ai pas envie de m'attaquer à ça maintenant car je sais d'avance ce qui m'attend pour les attaches.

Un petit montage provisoire pour contrôler.

Il me reste une vis à tarauder car elle est inaccessible à mon porte taraud vu que situé entre plancher et essieu AR. Il faut que je trouve une solution pour maintenir le taraud (embout carré) avec une rallonge.
Je décape les attaches métalliques pour les peindre et bien les protéger.

Mal m'en a pris une fois les deux couches d'apprêt passé, je réalise qu'elles n'étaient absolument pas rouillées et par conséquent très vraisemblablement en inox. Hum... Inox avec vis acier ??? Tient, à y repenser mes vis ont cassé mais aucune n'était rouillée. Un coup d'oeil sur l'ETK et je m'aperçois que les attaches sont vendues avec leur vis. De là à penser que les attaches et les vis sont en inox il n'y a qu'un pas. Oui mais l'ergot sur le plancher est sans doute en acier, lui. D'où la soudure de la vis dans son filetage et ce sans rouille. Je ne sais pas encore pour quel type de vis je vais opter, inox ou acier. Peut-être que de l'acier, quitte à peindre la tête, serait plus facile à défaire ?
A côté de ça, je dois aussi changer une canalisation acier dans la passage de roue pour les mêmes raison qu'évoquées plus haut. Je vous avais présenté mon nouvel outil de cintrage. En théorie c'est chouette, en pratique c'est bien plus compliqué. Voilà le montage provisoire pour avoir pu rouler en 2016. Vous noterez qu'il me manque un obturateur caoutchouc (remplacé par du scotch). Si une âme charitable a ça sur une donneuse d'organe, je suis preneur.

On voit qu'une canalisation cuivre passe un peu à la sauvage. J'ai cintré comme j'ai pu sa remplaçante en acier qui est actuellement en peinture. Je vous mettrai prochainement des photos.
J'avais également la pompe hydraulique à changer car une petite séance à haute vitesse combinée à une fuite d'hydraulique inopinée l'a faite tourné sans huile. CVelà fera l'objet d'un autre post voir d'un topic car j'ai pris le temps de démonter l'ancienne pompe histoire de voir ce qui n'allait pas. En résumé à priori juste un roulement HS.
Donc la nouvelle pompe est celle de ma donneuse d'organe.

Et en habits de ville

Enfin dernier problème, lors des travaux de 2016, j'ai eu un soucis de silentbloc d'amortisseur. Comprendre par là que je n'ai jamais pu désolidariser l'amortisseur du bras de suspension car son axe était grippé. C'est donc l'amortisseur qui s'est désolidarisé de son silentbloc.



Donc l'idée était de refabriquer de manière à ne pas devoir changer une paire d'amortisseurs qui vont très bien et qui coûte 700€ (correcteur d'assiette). Donc j'ai acheté de l'élastomère et son durcisseur. D'après la fiche technique en mélangeant 2 parts de durcisseur pour une d'élastomère j'arrive à une dureté 55 shore.

Je ne me casse pas trop la tête sur le moulage car je pourrai facilement découper l'élastomère qui aura coulé par le dessous.
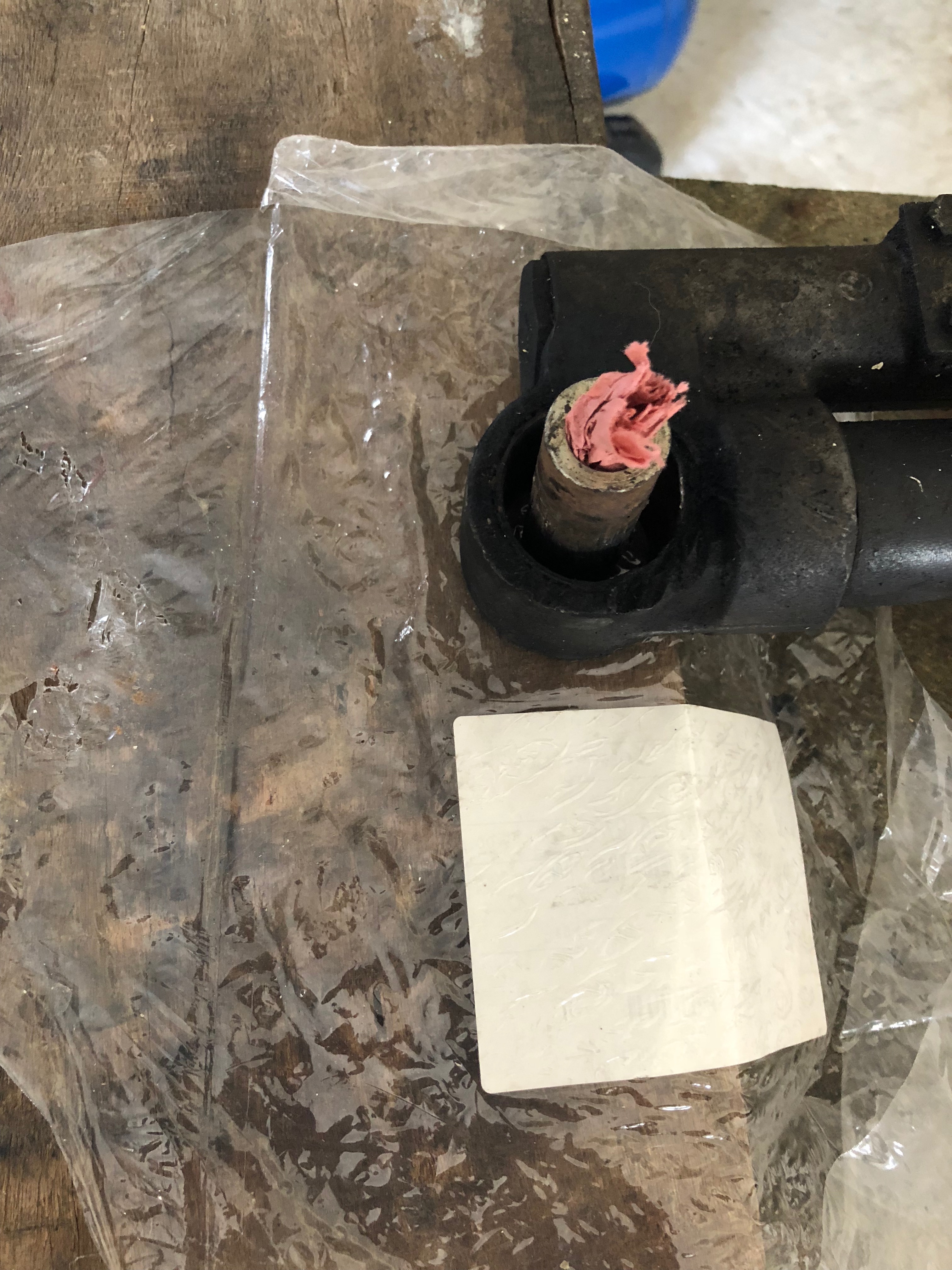
Je dose le durcisseur en premier puis rajoute l'élastomère.

J'ai 20 minutes pour couler, c'est finalement pas beaucoup et ça ne laisse pas de place à l'imprévu.
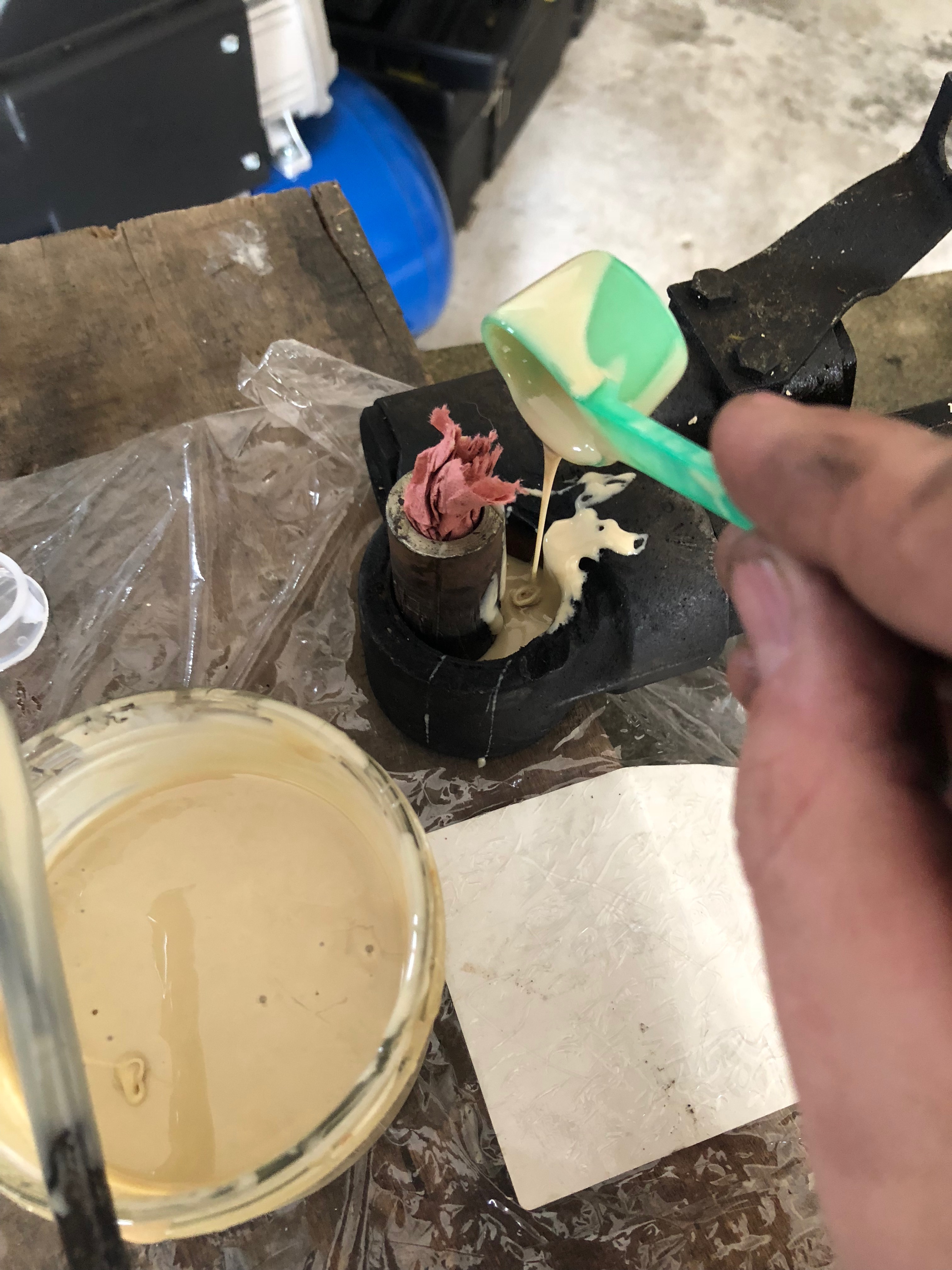

L'élastomère a un temps de prise supérieur à 16h et met 5 jours pour avoir sa dureté optimale. Donc pour le moment c'est en attente et on verra ce week-end.
Pendant ce temps mon ciel de toit a décider de tomber. Le changement du joint de pourtour de toit n'a pas arrangé la chose. J'ai donc acheté du tissu avec la colle haute température qui va bien. Vous aurez droit à une réfection de ciel de toit dans les semaines à venir.
J'ai un peu avancé, en parallèle du moteur, sur les canalisations d'hydraulique de la voiture. On dira que je n'étais pas très enthousiaste à travailler la tête à l'envers pour une issue incertaine. Je récapitule un peu.
Je suis parti il y a deux ans à devoir changer les deux canalisations du correcteur d'assiette car en rénovant les bras de suspension arrières je n'ai jamais pu dévisser les canalisations ni côté arrière ni côté avant. Vu qu'elles sont d'un seul tenant entre devant (passage de roue AVD) et le plancher arrière, je n'ai pas eu d'autre choix que de les remplacer. J'ai opté pour des canalisations cuivre qui étaient rapidement disponibles car j'étais un peu dans l'urgence vu que la voiture devait être prête pour mon déménagement. Les vis des attaches sous le plancher ont cassé, toutes, et je suis descendu à Toulouse avec des canalisations attachées au fil de fer. C'est évidemment pas présentable au CT que j'aurais dû passé l'été dernier...
J'ai donc percé diamètre 3mm pour un 3mm d'origine et taraudé à 4mm.
Plus facile à dire qu'à faire vu que je n'ai pas de pont (et que je n'ai plus le courage de mes 20 ans)
De fil en aiguille ça finit par avancer (travail commencé en Novembre 2017 !)Tant qu'à y être je peins les canalisations de frein qui accusent leur âge. Les grosses canalisation à côté sont celle de carburant. Je n'ai pas envie de m'attaquer à ça maintenant car je sais d'avance ce qui m'attend pour les attaches.
Un petit montage provisoire pour contrôler.
Il me reste une vis à tarauder car elle est inaccessible à mon porte taraud vu que situé entre plancher et essieu AR. Il faut que je trouve une solution pour maintenir le taraud (embout carré) avec une rallonge.
Je décape les attaches métalliques pour les peindre et bien les protéger.
Mal m'en a pris une fois les deux couches d'apprêt passé, je réalise qu'elles n'étaient absolument pas rouillées et par conséquent très vraisemblablement en inox. Hum... Inox avec vis acier ??? Tient, à y repenser mes vis ont cassé mais aucune n'était rouillée. Un coup d'oeil sur l'ETK et je m'aperçois que les attaches sont vendues avec leur vis. De là à penser que les attaches et les vis sont en inox il n'y a qu'un pas. Oui mais l'ergot sur le plancher est sans doute en acier, lui. D'où la soudure de la vis dans son filetage et ce sans rouille. Je ne sais pas encore pour quel type de vis je vais opter, inox ou acier. Peut-être que de l'acier, quitte à peindre la tête, serait plus facile à défaire ?
A côté de ça, je dois aussi changer une canalisation acier dans la passage de roue pour les mêmes raison qu'évoquées plus haut. Je vous avais présenté mon nouvel outil de cintrage. En théorie c'est chouette, en pratique c'est bien plus compliqué. Voilà le montage provisoire pour avoir pu rouler en 2016. Vous noterez qu'il me manque un obturateur caoutchouc (remplacé par du scotch). Si une âme charitable a ça sur une donneuse d'organe, je suis preneur.
On voit qu'une canalisation cuivre passe un peu à la sauvage. J'ai cintré comme j'ai pu sa remplaçante en acier qui est actuellement en peinture. Je vous mettrai prochainement des photos.
J'avais également la pompe hydraulique à changer car une petite séance à haute vitesse combinée à une fuite d'hydraulique inopinée l'a faite tourné sans huile. CVelà fera l'objet d'un autre post voir d'un topic car j'ai pris le temps de démonter l'ancienne pompe histoire de voir ce qui n'allait pas. En résumé à priori juste un roulement HS.
Donc la nouvelle pompe est celle de ma donneuse d'organe.
Et en habits de ville
Enfin dernier problème, lors des travaux de 2016, j'ai eu un soucis de silentbloc d'amortisseur. Comprendre par là que je n'ai jamais pu désolidariser l'amortisseur du bras de suspension car son axe était grippé. C'est donc l'amortisseur qui s'est désolidarisé de son silentbloc.
Donc l'idée était de refabriquer de manière à ne pas devoir changer une paire d'amortisseurs qui vont très bien et qui coûte 700€ (correcteur d'assiette). Donc j'ai acheté de l'élastomère et son durcisseur. D'après la fiche technique en mélangeant 2 parts de durcisseur pour une d'élastomère j'arrive à une dureté 55 shore.
Je ne me casse pas trop la tête sur le moulage car je pourrai facilement découper l'élastomère qui aura coulé par le dessous.
Je dose le durcisseur en premier puis rajoute l'élastomère.
J'ai 20 minutes pour couler, c'est finalement pas beaucoup et ça ne laisse pas de place à l'imprévu.
L'élastomère a un temps de prise supérieur à 16h et met 5 jours pour avoir sa dureté optimale. Donc pour le moment c'est en attente et on verra ce week-end.
Pendant ce temps mon ciel de toit a décider de tomber. Le changement du joint de pourtour de toit n'a pas arrangé la chose. J'ai donc acheté du tissu avec la colle haute température qui va bien. Vous aurez droit à une réfection de ciel de toit dans les semaines à venir.
-
sca

- Messages : 1958
- Inscription : jeu. avr. 03, 2008 12:38 pm
- Localisation : yvelines
Re: E34 : Modif Et Resto
Tu m'apprend un truc, je ne savais pas qu'on pouvais refaire le caoutchouc des silent bloc.
Bien joué.
Bien joué.
-
JWEST

- Messages : 1419
- Inscription : ven. oct. 11, 2002 1:01 pm
- Localisation : ESSONNE
Re: E34 : Modif Et Resto
Que d'aventures, c'est déjà pas facile et en plus tu cumules les petits problèmes qui ne font que te compliquer le travail.
Quel courage
Bravo
Quel courage
Bravo
E39  boite 6
boite 6
boite 6-
crazymac
- Messages : 10573
- Inscription : jeu. juil. 21, 2005 8:29 pm
- Localisation : St Emilion
Re: E34 : Modif Et Resto
Des fois je regarde ma banque de photos et je me dis que le type qui a fait ça est fou
Mes tracas sont finalement classiques mais ils arrivent généralement après 30 ans quand on part d’une base qui n’a pas 350000 km. Je résouts des problématiques que l’on rencontre sur des E28 où des E23 qui ont été bien conservées et pas trop kilométrées.
Merci pour vos encouragements.
Mes tracas sont finalement classiques mais ils arrivent généralement après 30 ans quand on part d’une base qui n’a pas 350000 km. Je résouts des problématiques que l’on rencontre sur des E28 où des E23 qui ont été bien conservées et pas trop kilométrées.
Merci pour vos encouragements.
-
r2087

- Messages : 15895
- Inscription : lun. juin 17, 2002 1:35 pm
- Localisation : Sharkland II - 78
- Contact :
Re: E34 : Modif Et Resto
Salut !
Très intéressante ta technique, merci de partager et e donner tes impressions ensuite
Très intéressante ta technique, merci de partager et e donner tes impressions ensuite
Qui est en ligne ?
Utilisateurs parcourant ce forum : Google [Bot] et 38 invités